Как отладить ПМ
Рядовое оружие, выпускаемое в больших объёмах, должно отвечать определённым тактико-техническим требованиям и при этом иметь низкую себестоимость. При производстве отечественных пистолетов успешно достигалось сочетание этих условий. Например, в перечне оптовых цен 1985 года приводятся следующие цифры, характеризующие себестоимость отечественных пистолетов: 7,62-мм ТТ - 13,3 руб., 7,62-мм «Наган» - 21,5 руб., 9-мм АПС - 69 руб., 5,45-мм ПСМ -170 руб., 9-мм пистолет Макарова - 42 руб. Понятно, что при снижении себестоимости прежде всего страдает качество обработки поверхностей деталей и их подгонка при сборке. В этом и кроется причина эксплуатационных недостатков, сказывающихся, прежде всего на работе ударно-спускового механизма (УСМ) пистолета. Часто из-за загрублённого, ступенчатого спуска и провала спускового крючка при срыве курка возникают угловые отклонения оружия от прицельного положения до момента вылета пули из канала ствола. Поэтому начинающие стрелки с трудом попадают в грудную мишень, а профессионалы нередко не удовлетворены кучностью стрельбы и частыми отрывами.
Однако при соответствующей доработке рядовой ПМ становится высокоточным (для своего класса) оружием.
Хочу сразу предупредить, что все работы по отладке ПМ не следует выполнять, если нет чёткого представления о работе кинематической схемы УСМ и практического опыта и навыков по отладке оружия. Результатом неумелых действий может стать нарушение работоспособности механизма, что, в конечном счёте, приведёт к порче оружия со всеми вытекающими отсюда последствиями.

Части ударно-спускового механизма
пистолета Макарова:
1 - спусковая тяга, 2 -шептало, 3 - курок
Начинать надо с выбора пистолета, который даёт хорошую кучность стрельбы, не обращая внимание на отрывы. Кучность определяется качеством ствола, а хороший ствол иногда обнаруживается после отстрела не одного десятка пистолетов. При плохом стволе отладка УСМ не имеет особого смысла, так как результаты стрельбы качественно не повысятся.
Для полной отладки УСМ необходимо устранить ступенчатый рабочий ход спускового крючка, провал спуска при срыве курка и отрегулировать усилие спуска. Перечисленные недостатки присущи многим пистолетам.
Перед началом слесарных работ необходимо произвести полную разборку (желательно несколько раз) и внешний осмотр всех деталей под увеличительным стеклом. На деталях не должно быть наклёпов, забоин, вмятин и задиров. При большом увеличении хорошо заметно, что практически на всех поверхностях деталей помимо глубоких следов от фрезы находится мельчайшая металлическая стружка, которая при заводской сборке полностью не убирается и прочно удерживается ружейной смазкой. Всю эту грязь необходимо удалить. Детали должны быть чистыми и сухими. Далее нужно проверить плавность и лёгкость вращения шептала, затворной задержки, курка, спускового крючка и рычага взвода. Если имеются заедания, то выявите причину и устраните её путём полировки трущихся поверхностей.
После выполнения подготовительных операций можно приступить к отладке УСМ.


1. Верхнюю поверхность боевого взвода (Ил. 1а) сточить надфилем (по стрелке) до выравнивания с верхней плоскостью шептала, обратив внимание на параллельность верхнего ребра боевого взвода и боевой грани шептала при срыве курка. Эта операция позволяет уменьшить рабочий ход. При большем опиливании боевого взвода не будет надёжного зацепления курка, что снизит безопасность обращения с оружием и может стать причиной автоматической стрельбы.
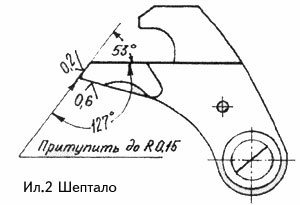
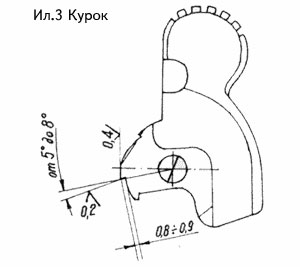
2. Отполировать шептало и боевой взвод на полировочной бумаге до выведения крупных рисок на рабочих плоскостях и получения зеркального блеска, снимая минимальный слой металла и выдерживая углы наклона плоскостей (Ил. 2 и 3).
Отполировать нижнюю плоскость шептала до зеркального блеска и получения острой боевой грани.
Проверить надёжность зацепления курка. При этом прилегание шептала должно быть по всей плоскости или, в крайнем случае, у основания боевого взвода (Ил. 1а). Прилегание только у вершины боевого взвода не допустимо (Ил. 1б).
Опиловка цилиндрической поверхности курка у основания боевого взвода и нижней плоскости шептала у вершины боевой грани не допускается!
Операцию полировки для точного выдерживания геометрических размеров лучше выполнять по шаблонам, выдерживая соответствующие углы наклонов рабочих плоскостей (Ил. 2 и 3).
3. Снимая минимальный слой металла, отполировать полочку в рамке, по которой скользит спусковая тяга, до выведения крупных рисок и получения зеркального блеска (Ил. 4).
Нарушение наклона плоскости полочки рамки не допустимо!
4. Опилить (не более 0,3 мм) нижнюю плоскость спусковой тяги и отполировать до зеркального блеска (Ил. 4). При опиловке спусковой тяги уменьшается зазор между верхним концом спускового крючка и рамкой, а, следовательно, и величина провала, спускового крючка, но увеличивается рабочий ход и усилие спуска. Обратить внимание на параллельное снятие металла. Точка касания «В» должна располагаться ближе к заднему концу спусковой тяги. Собрать УСМ и проверить плавность хода спускового крючка при взведённом курке и при работе самовзводом.
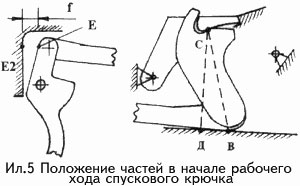
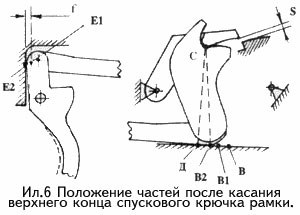
5. Окончательное устранение провала спускового крючка - самая тонкая операция, требующая внимания, высокой точности и понимания смысла выполняемой работы. На Ил. 5 изображено положение частей в начале рабочего хода (выбран свободный ход), а на Ил. 6 -положение частей после касания верхнего конца спускового крючка рамки. Из рисунков видно, что при нажатии на спусковой крючок точка «В» скользит по полочке к точке «Д», при этом длина отрезка [ВС] остаётся постоянной, что обеспечивает поворот шептала и срыв курка.
Когда нижнее ребро шептала дойдёт до верхнего ребра боевого взвода, произойдёт срыв курка, при этом точка касания спусковой тяги с полочкой рамки переместится в положение «В1», а точка «Е» -в точку «Е1». Но между верхним концом спускового крючка и рамкой останется зазор «f», который и является причиной провала, поскольку спусковой крючок остановится только после касания рамки в точке «Е2». При этом точка касания спусковой тяги и рамки будет двигатся до точки «В2», и носик шептала приподнимется над боевым взводом на величину «s»
При срыве курка происходит резкое ослабление усилия спуска, что в совокупности с провалом приводит к угловым отклонениям пистолета до момента удара бойка по капсюлю, а в результате происходят отрывы при стрельбе.
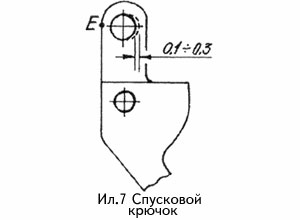
Очевидно, что для устранения этого недостатка необходимо свести величину «s» к нулю. Для этого необходимо замерить зазор «s» и, исходя из этой величины, проводить его устранение. С этой целью снимается минимальный слой металла в точке «С» на выступе шептала. Затем круглым надфилем растачивается отверстие верхнего конца спускового крючка на величину не более 0,3 мм в направлении задней стенки (Ил. 7). После сборки УСМ и при полном нажатии на спусковой крючок замеряется оставшийся зазор «s», который выбирается полировкой верхней стенки выреза на рычаге взвода в области точки «С» (Ил.4).
После устранения зазора «s» для гарантированного срыва курка боевая грань шептала притупляется до R 0,15 мм. Далее после сборки пистолета проверяется работа УСМ.
6. Заканчивается отладка пистолета проверкой усилия спуска, которое должно быть в интервале от 2 до 3,5 кг для взведённого курка и не более 7,5 кг при повороте курка выступом самовзвода. После отладки проверка работы пистолета в полном объёме (включая выполнение стрельбы) и позволит убедиться в значительно улучшившихся рабочих качествах пистолета. Плавный мягкий спуск с отсутствием провала спускового крючка сделает стрельбу комфортнее и значительно точнее. Повысится кучность, исчезнут отрывы, и рядовой пистолет Макарова станет высокоточным оружием.
В заключение, ещё раз необходимо подчеркнуть, что выполнять отладку пистолета имеет смысл только на единичных образцах с хорошим стволом, предназначенных для достижения высоких результатов на соревнованиях. Ещё раз хочу напомнить, что прежде чем приступать к работе, необходимо чётко представлять себе конечный результат, которого вы хотите достичь.
Желаю удачи!
Евгений Ефимов
Ружье. Оружие и амуниция 6-1998
- Статьи » Мастерская
- Mercenary95110
Комментарии
Добавлять комментарии могут только зарегистрированные пользователи