Самостоятельное снаряжение винтовочных патронов (релоадинг)
Автор статьи, равно как и издатели, публикуют данный материал исключительно в информационных целях. Этот текст, как целиком, так и его части, не является руководством по релоадингу. Автор и издатели не несут отвественности за любые результаты использования приведенной ниже информации
Данная статья была написана следующим образом. Сначала был детально сфотографирован процесс снаряжения патрона. Затем, спустя несколько месяцев после этого события, я приступил к написанию самой статьи. Когда после завершения работы над основным текстом, я занялся обработкой фотографических материалов, я понял, что часть из них требует отдельных комментариев. В результате, представленный здесь вариант статьи состоит из двух частей. Первая часть является описанием процесса снаряжения в общих чертах, в этом виде статья была написана изначально. Вторая часть есть конкретное фото-описание одного из вариантов, а именно снаряжения мною патронов 30-06. Обе части сильно взаимосвязаны, однако из-за хронического недостатка времени и сил, перекрестных ссылок в тексте я не использовал.
Часть I
В Америке снаряжает для себя патроны очень высокий процент стрелков, практически все, кто увлекается стрельбой более-менее серьезно. Причин тут две. Во-первых, возможность добиваться качества патронов, существенно превосходящего даже самые лучшие фабричные варианты. В особенности это относится к точности системы патрон-оружие, которую путем правильного подбора компонентов и навесок можно довести до уровня, недостижимого с покупными боеприпасами массового производства. Однако такой стимул ИМХО не является основной причиной для занятий релоадингом большинства стрелков. Главная движущая сила в данном случае – цена. Для сравнения, снаряжать патроны калибра .223 Rem можно приблизительно за 15 центов/патрон (пуля, порох, капсюль, а также мелочи вроде смазки и т.п.). При этом самые дешевые фабричные патроны, которые мне доводилось приобрести в этом калибре - $5/20 шт. Конечно, гильзы тоже стоят денег и используются не вечно. Тем не менее, если покопаться в каталогах компонентов для снаряжения, можно путем простой арифметики вычислить, начиная с какого объема стрельбы самостоятельное снаряжение окупится. Последнее замечание по части мотивации: большинство охотников в США снаряжают патроны сами из-за невообразимого количества вариантов боеприпаса (тип и баллистика пули), которые открываются перед ними в данном случае.
Теперь, собственно, о самом снаряжении. Очевидно, для того, чтобы из гильзы произвести патрон, основными действиями будут замена отработанного капсюля на новый, навеска пороха и посадка пули. На деле операций несколько больше и их количество зависит от индивидуальных требований к качеству снаряженного патрона.
Самое первое, абсолютно обязательное действие – очистка использованных гильз (если гильзы свеже-приобретенные, это действие можно опустить). Чистят гильзы в вибрационном сосуде (tumbler), помещая вперемешку с порошком, чем-то напоминающим полировальную пасту. К сожалению, точного названия порошка или способа его изготовления указать не могу. Один знакомый на стрельбище утверждал, что в отсутствие такой установки можно промывать гильзы в растворе уксусной кислоты. Опять же, крепости не знаю, да и вообще этот вариант лично не пробовал, но думаю, что если визуально будет заметно очищение гильзы – можно пользоваться.
Ключевое слово предыдущего предложения «визуально» плавно переводит к следующей стадии – инспекция гильзы. Очевидно, что проверить неоднократно использованную гильзу на прочность практически невозможно. Однако, наличе трещин, явных деформаций тела гильзы, или характерного расширения в области, прилегающей к донцу, – стопроцентное основание для отбраковки (помятости горлышка – не проблема, об этом чуть позже).
После того, как все подозрительные гильзы отбракованы, можно переходить к следующей стадии – формовка гильзы. Обычно, эта стадия, особенно на одноступенчатом прессе (single stage), совмещается с удалением капсюля – для этого внутри формующей матрицы (resizing die) установлен штырь, который производит удаление капсюля. Хочу сразу обратить внимание, что такому достаточно простому снаряжению можно подвергать только гильзы с так называемым капсюлем Боксера. Они отличаются наличием одной проточки из кармана капсюля внутрь гильзы (flash hole), а также тем, что «наковальня», о которую воспламеняется капсюль является составляющей самого капсюля. К сожалению, большинство патронов российского производства использует капсюль Бердана. В данном варианте проточек из капсюльного кармана внутрь гильзы две, что чрезвычайно затрудняет удаление отработанного капсюля, и делает гильзы такого типа практически непригодными для переснаряжения.
Раз уж зашла речь о российских гильзах, сразу обращаю внимание на то, что формовке, а, следовательно, и ручному перснаряжению, подлежат только латунные гильзы, и ни коем случае не стальные. Попытки формовки стальных гильз неизбежно приведут к заклиниванию гильзы в матрице и выходу из строя всей установки.
Даже для латунных гильз, чтобы избежать заклинивания, совершенно необходимо использование специальной формовочной смазки. Предназначенная для формовки гильзы смазка отличается полным отсутствием бензиновых элементов, чтобы полностью исключить ее воспламенение при заметном повышении давления в матрице. Следует особо обратить внимание на то, чтобы покрытие гильзы смазкой перед формовкой было равномерным и не слишком обильным. В противном случае при формовке на гильзе появляются характерные вмятины, и такая гильза становится непригодной для дальнейшего использования. Если вы все же перестарались со смазкой, после обнаружения подобных вмятин необходимо разобрать матрицу и насухо протереть ее внутреннюю поверхность. Для нанесения на гильзы аэрозольной смазки (мое предпочтение) удобно использовать небольшой лоток, в котором слегка перетрясти гильзы после обработки смазкой для более равномерного покрытия.
Немного о вышеупомянутой помятости горлышка гильзы. Наружная поверхность штыря, который выдавливает капсюль из гильзы при ее формовке, также является рабочей. Ее диаметр точно соответствует внутреннему диаметру горлышка гильзы. Таким образом, в процессе формовки незначительные деформации горлышка гильзы легко устраняются.
После того, как старый капсюль удален из гильзы и гильза отформована, следующая обязательная процедура – проверка длины гильзы и приведение ее в соответствие со спецификациями. Дело заключается в том, что в процессе обжима происходит удлинение горлышка гильзы. Хотя сама величина такого удлинения, как правило, незначительна, промер длины гильзы – процедура совершенно необходимая. Обычно из группы обрабатываемых гильз выборочно проверяются несколько, и если отклонения внутри группы незначительные, оставшиеся гильзы в целях экономии времени не проверяют.
Если длина гильз после обжатия превосходит максимально допустимую (из справочника по снаряжению), горлышко гильзы необходимо обточить. Вариантов устройства для обточки довольно много, от простейших ручных до электроприводных, с фиксатором/ограничителем по длине или без него. После обточки для устранения возникших неровностей и заусенцев с внутренней и внешней поверхности горлышка гильзы снимается фаска, обычно вручную нехитрым приспособлением.
Чтобы процедура обточки не отнимала слишком много времени и сил, рекомендуется уменьшать общую длину гильзы до величины на .01 дюйма (25 мм) меньшей максимально допустимого значения. В таком случае гильзу можно будет переснарядить3-4 раза без обточки.
Прежде чем перейти к следующему этапу – посадке капсюля, хочу упомянуть несколько процессов, которые применяют в основном стрелки benchrest для достижения высочайшего качества патрона.
- Проточка капсюльного кармана, придающая ему ровную цилиндрическую форму определенной глубины,
- Снятие фаски с капсюльного отверстия, как с наружной стороны гильзы, так и изнутри (flash hole deburring),
- Обточка горлышка гильзы (neck turning) для придания ему равномерной толщины.
Несмотря на то, что мнение о необходимости данных процессов довольно распространено, большинство «практических» стрелков в поисках индивидуального баланса между качеством патрона и затратами на его производство данными стадиями пренебрегают.
Итак, мы подошли к следующему важнейшему этапу – посадке капсюля. Для этого существуют разные приспособления – как ручные станки, так и насадки на стандартный пресс, позволяющие сажать капсюль при обратном (вниз) движении гильзы. Хочу дать несколько полезных советов – капсюль должен садиться в гильзу без излишнего усилия, в противном случае, возможно, его самовоспламенение от давления пресса. Хорошо посаженный капсюль должен сидеть в гильзе идеально ровно, его рабочая поверхность чуть утоплена по отношению к донцу гильзы. Ни в коем случае нельзя допускать превышения поверхности капсюля над донцем гильзы – это может привести к выстрелу при запирании затвора в полуавтоматическом оружии, а также пробою капсюля с оттоком пороховых газов в казенную часть, – в условиях повального пренебрежения защитными стрелковыми очками ситуация чреватая самыми неприятными последствиями.
В США при изготовлении армейских патронов после посадки капсюля для дополнительной надежности края капсюльного кармана запрессовываются внутрь. Это приводит к затрудненному удалению отработанного капсюля и необходимости снятия фаски с наружной поверхности капсюльного кармана. Без этой процедуры качественная посадка капсюля в «военные» гильзы практически невозможна.
Если капсюль посажен неверно, ни в коем случае нельзя пытаться удалять его тем же способом, что и отработанный. Нейтрализация плохого капсюля непосредственно в оружии (разумеется, без навески пороха и пули) проста и не должна приводить к пагубным последствия даже в случае крайне неаккуратной посадки.
Теперь, когда гильзы приведены к правильному размеру и снаряжены капсюлями, следующим этапом снаряжения является навеска пороха. Для проведения данной процедуры совершенно необходимо наличие достаточно точных весов (до 0.1 грана). Желательно, конечно, иметь также дозатор пороха, иначе процедура навески рискует крайне затянуться.
Сначала необходимо пользуясь справочником определить максимальное значение навески для данной пули, калибра и типа пороха. Вообще, порохов, применимых для данного калибра существует много, выбор конкретного типа – тема для отдельного разговора. Большинство руководств по снаряжению рекомендует начинать снаряжение с навески, составляющей около 90% максимально допустимой, после чего в случае удачного результата можно навеску постепенно увеличивать, пока не будет достигнута наибольшая кучность при стрельбе из конкретного оружия.
При использовании типового порохового дозатора есть два варианта работы с ним. Можно подобрать необходимую навеску, после чего, убедившись в стабильности работы дозатора (последовательно отмерянные группы должны отличаться не более чем на 0.1 грана), развесить порох во все патроны группы. В другом варианте можно отмерять навеску дозатором, после чего доводить ее до должного уровня на весах для каждого патрона отдельно. Как обычно, в таком варианте выигрыш в качестве будет обеспечен проигрышем в затратах времени и усилий.
После того, как гильзы с развешенным порохом готовы к дальнейшему снаряжению, мы переходим к заключительному этапу - посадке пули. Считается, что общая длина патрона должна соответствовать конкретному оружию, в частности, расстоянию в патроннике до начала нарезов ствола. Простейший способ определить данное расстояние в отсутствии специальных приспособлений – снарядить десяток пустых патронов (желательно даже без капсюля) различной длины, начиная от максимально допустимого (обычно определяется размером магазина) с постепенным уменьшением. После этого патроны заряжаются в винтовку, и искомая длина определяется по тому, начиная с какой длины «макета» патрона на пуле будут видны следы нарезов. Считается, что для достижения максимальной точности, пуля должна быть посажена близко к нарезам. При этом ветераны релоадинга могут рассказать некоторые тонкости – что .223 любит отстоять от нарезов на .005 дюйма, а 30-06 нужно касаться нарезов.
Собственно, на этом процесс снаряжения патронов закончен. По вышеописанной процедуре можно получить в среднем порядка 100 патронов в час (не считая затрат времени на чистку гильз, и учитывая, что обточку гиль не обязательно производить каждый раз).
Наиболее распространенный способ ускорить процесс при минимальной потере качества – использование так называемого прогрессивного пресса. Такое устройство представляет из себя карусель, на которой одновременно производится несколько операций снаряжения, на каждой «станции» - своя. Так на первой станции гильза формуется и производится удаление капсюля, на следующей станции, куда гильза подается при очередном нажатии рычага, в гильзу подается новый капсюль, на следующей станции в гильзу с капсюлем навешивается порох, и на следующей – производится посадка пули. Фактически при одном нажатии рычага пресса с его «конвейера» сходит один патрон. В такой системе после изначальной настройки можно добиться производительности до 600 патронов в час. Естественно, что регулярная обточка гильз должна будет производиться отдельно, и ни о каких дополнительных операциях над гильзой речь уже не идет.
Я лично планирую в самое ближайшее время наладить следующую систему, считая ее оптимальной для себя по соотношению качество/трудоемкость:
На одиночном прессе устанавливается формовочная матрица с навесным триммером (от Dillon’а). Такая система позволяет сразу при формовке обтачивать гильзу до номинальной длины. После этой процедуры дальнейшее снаряжение осуществляется на прогрессивном прессе (Hornady AP), где на первой станции установлена неформующая матрица, удаляющая капсюль (Dillon Universal Decapping Die), между первой и второй матрицей производится посадка нового капсюля, на второй станции установлен дозатор пороха с микрометрической регулировкой (Hornady), и уже на третьей станции (всего пять) производится посадка пули (тоже матрицей с микрометрической регулировкой, Redding Competition Seating Die). Именно такая система есть у моего знакомого, его патронами мой спортивный Реми уладывает все выстрелы в 1МОА, что на данном этапе меня более чем устраивает).
Если говорить об оборудовании для снаряжения, то моего личного опыта явно недостаточно для сравнения прессов и матриц различных производителей. В результатах бесед на эту тему с различными стрелками, снаряжающими патроны самостоятельно, можно сделать два основных вывода:
- Качество оборудования (в том и числе и удобство пользования) напрямую определяется его ценой, или "за что платишь – то и имеешь”
- Для практического снаряжения патронов с основной целью экономией средств, дешевые варианты оборудования практически не уступают в качестве более дорогим аналогам.
Соответственно, в выборе оборудования для снаряжения, общих рецептов не существует, каждую ситуацию необходимо рассматривать как комплекс требований к качеству боеприпаса, производительности и цены.
В заключение, приведу кратко две пошаговых процедуры снаряжения пулевых винтовочных патронов. Во второй процедуре есть несколько действий, не упомянутых в вышеизложенном описании процесса снаряжения, которые не являются существенными либо достаточно очевидны.
Базовая:
- Чистка гильз
- Обраковка
- Смазка
- Формовка и удаление капсюля
- Контроль длины (выборочный) и при необходимости обточка
- Посадка капсюля
- Навеска пороха (с выборочным контролем)
- Посадка пули (с выборочным контролем)
Полная:
- Чистка гильз в виброочисителе
- Отбраковка гильз
- Сортировка по производителю, партии, количеству использований
- Смазка, чистка и смазка внутри горла
- Формовка (по полной длине, либо только горла для болтовых винтовок) с удалением капсюля
- Контроль толщины стенок горла (индивидуальный), обточка по необходимости
- Контроль длины (индивидуальный), обточка по необходимости
- Проточка капсюльного посадочного места
- Проточка воспламенительного отверстия изнутри и снаружи
- Посадка капсюля
- Навеска пороха с индивидуальным контролем
- Посадка пули с индивидуальным контролем
Базовая процедура может производиться и на прогрессивном прессе, в таком случае разумно производить контроль длины до формовки. При соблюдении припуска на возможное удлинение такое изменение порядка действий не приведет к существенному изменению конечного результата.
Разумеется, добавление любых сочетаний действий из «полного» списка в «базовый» возможно, и остается полностью на усмотрение снаряжающего. Представляется разумным начать с базовой схемы, после чего постепенно добавляя в нее все новые и новые этапы из полной схемы, оценить изменения в качестве и трудоемкости. В конечном итоге каждый стрелок неизбежно придет к своей, устраивающей именно его системе снаряжения патронов.
Часть II
 |
Первая процедура – очистка использованных гильз. Вибрационный очиститель (tumbler) обрабатывает порядка 100 гильз 30-06 за час (одна загрузка). При перегрузке гильзы могут быть повреждены (см. ниже смятое горлышко) |
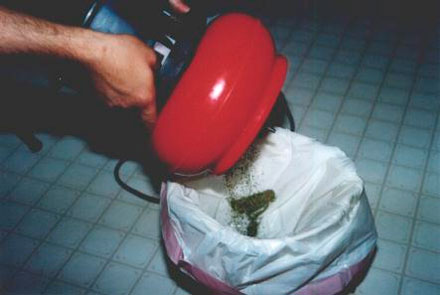 |
После завершения очистки содержимое очистителя просеивается |
 |
Чистящая среда используется повторно, гильзы готовы к дальнейшей обработке |
 |
Верстак для снаряжения желательно иметь побольше, но можно ограничиться и минимальным |
 |
На верстаке – дозатор пороха, весы, триммер для обточки гильз, пресс, принадлежности |
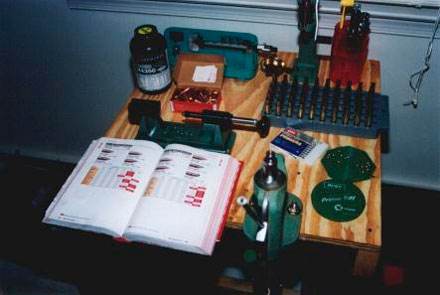 |
Справочник по снаряжению, желательно от производителя используемых пуль, – абсолютно необходим |
 |
Гильза с внешними повреждениями – сразу же выбраковывается |
 |
Перед формовкой на гильзы наносится смазка, вручную или аэрозольная |
 |
Гильзы должны быть смазаны равномерно, для этого поднос (в данном случае просто коробка проложенная фольгой) основательно перетряхивается |
 |
Очищенная гильза по прежнему нуждается в удалении отработанного капсюля |
 |
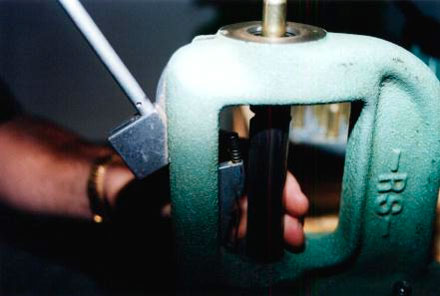
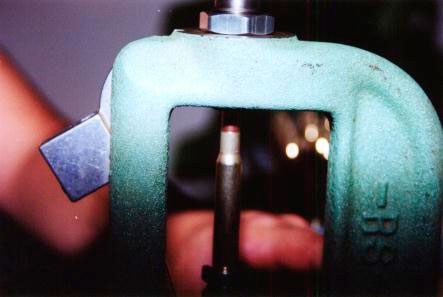
Для формовки и удаления капсюля гильзу помещаем в держатель пресса |
 |
Далее одним усилием на рычаг производятся одновременно оба процесса |
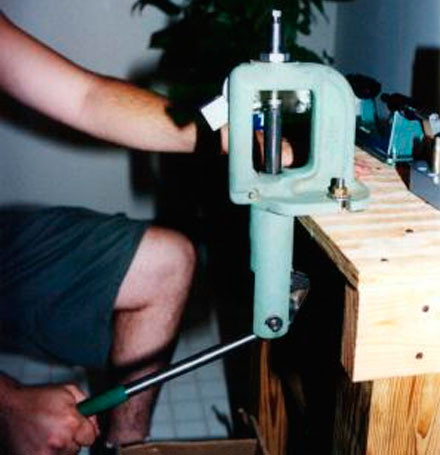 |
Усилие прикладываемое на этой стадии бывает значительным – верстак должен быть достаточно тяжел и устойчив. При работе с армейскими гильзами (запрессованный капсюль) это особенно важно |
 |
Удаленный отработанный капсюль либо падает в специальный поднос, либо в его отсутствие – просто на пол |
 |
Капсюльное углубление иногда дополнительно чистят и протачивают, но в принципе гильза готова к снаряжению и без этого. Только капсюль Боксера с одной проточкой внутрь гильзы подлежит переснаряжению |
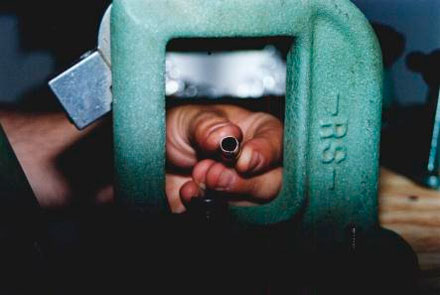 |
Если неровности горлышка гильзы незначительны, гильзу можно и не выбраковывать |
 |
Такая гильза будет восстановлена при формовке рабочей поверхностью стержня удаления капсюля |
 |
Излишки смазки на гильзе могут привести к появлению характерных вмятин. В таком случае гильза выбрасывается, а матрица разбирается и тщательно чистится |
 |
Следующий этап – проверка длины гильзы |
 |
При превышении размером гильзы максимально допустимого значения гильза укорачивается в триммере, в данном случае в простейшем ручном, с ограничителем |
 |
С обточенной гильзы для удаления неровностей и заусенцев вручную снимается фаска |
 |
Обрабатывается, как внешняя, так и внутренняя грань горлышка |
 |
Большинство прессов оборудуется системой подачи и установки капсюля |
 |
В данном прессе капсюль из трубчатого магазина подается на специальный держатель |
 |
После этого держатель вводится под пресс и при обратном движении рычага капсюль устанавливается в гильзу |
 |
Правильно установленный капсюль посажен ровно и слегка углублен |
 |
Следующий этап – навеска пороха. Одно из условий равномерности работы дозатора – постоянный контроль за уровнем пороха |
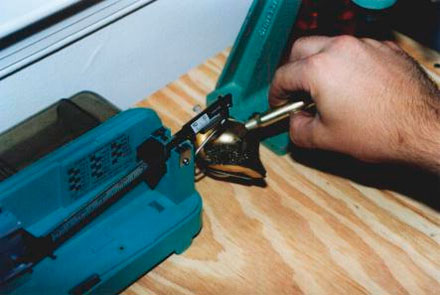 |
При помощи весов дозатор настраивается на требуемую величину навески, также проверяется равномерность его работы |
 |
Далее вся группа гильз снаряжается порохом; частота контроля величины навески – дело индивидуального предпочтения |
 |
После того, как посадочная матрица установлена и настроена (подбором) на требуемую длину патрона, пуля ставится на гильзу и придерживается при подаче в матрицу |
 |
Завершающее движение пресса |
 |
Всю группу снаряженных патронов необходимо сразу же пометить и подписать – типы компонент, геометрические размеры, навеска пороха.... |
Андрей Л.
Фотографии - Сквознячок
Редакция 22 ноября 2000 г.
Блокнот Снайпера
- Статьи » Патроны
- Mercenary133320
Комментарии
Добавлять комментарии могут только зарегистрированные пользователи