Свинец и пламя

С историческими материалами нас знакомят сотрудники Центрального Военно-Морского музея - капитан 1 ранга в отставке, кандидат военных наук, доцент, зав. сектором оружия Игорь Павлович Суханов и старший хранитель сектора оружия научный сотрудник Марина Варламовна Хабурзания.
Как-то в разговоре с инженерами Ижмеха мы коснулись темы о сверловке стволов типа "парадокс". "Да мы уже столько конструкций сделали, - сказали нам, - но их не разрешают продавать, пока не будет сконструирована специальная пуля и не налажен ее выпуск. А патронщики отказываются: им нужны миллионные объемы." "Комплектуйте ружья пулелейками", - предложили мы. "Разрешители" запрещают - дескать, мало ли чего они там нальют сами". Разговор заставил нас задуматься: а как же этот вопрос решался в прошлом, когда во всех армиях мира каждый солдат сам делал пули для своего ружья? В Центральном Военно-Морском музее (ЦВММ) есть обширная коллекция пулелеек. Имеются и исторические документы, где сам император высочайше утверждает штатные образцы этих приспособлений и инструкции по их применению.
В процессе совершенствования стрелкового оружия эволюционировали и боеприпасы к нему. Их взаимосвязь являлась обоюдным ускорителем. Стрелковые боеприпасы прошли путь от округлых камешков до бронзовых, чугунных и, в конце концов, до свинцовых пуль. Главенствующая роль последних определилась благодаря специфике физических свойств свинца: значительной плотности (11,340 кг/дм³, мягкости, низкой температуре I плавления (327,4° С) и, как следствие, простоте изготовления. Кроме того, свинцовая пуля обладала устойчивым полетом, высокой пробивной способностью и останавливающим действием.
В течение длительного периода (сменяя друг друга или существуя параллельно) использовались пули разнообразных форм: сферические, сфероцилиндрические, остроконечные, тупоконечные и проч. Главенствующей технологией являлось литье, а основным устройством для изготовления свинцовых пуль и картечи были пулелейки (формы).
Пулелейки рассматриваемого периода, по мнению авторов, целесообразно классифицировать по четырем основным признакам:
По предназначению - для гладкоствольных ружей и пистолетов, мушкетонов, штуцеров и нарезного оружия.
По количеству гнезд - одно- и многогнездные.
По форме отливаемых пуль - сферические, сфероцилиндрические, остроконечные, тупоконечные и пр.
По калибрам - однокалиберные, разнокалиберные.
ТЕХНОЛОГИЯ
При "холодной" технологии использовалось три способа производства пуль:
- изготовление свинцового прута заданного диаметра (на 1-2 мм меньше калибра ствола) и его "сечку" на цилиндры длиной от 1 до 2 калибров оружия;
- обкатка свинцовой заготовки между двумя тяжелыми металлическими поверхностями до приемлемой сферической формы нужного диаметра;
- станочная штамповка - более поздняя технология, введенная в употребление в середине XIX века. При "горячем" способе применялась технология заливки расплавленного свинца в пульные гнезда с целью изготовления пуль заданной формы и калибра. В Центральном Военно-Морском музее хранится коллекция старых пулелеек, которые использовались в ХУШ-Х1Х веках. Рассмотрим конструкции некоторых из них.
ФОРМЫ ДЛЯ ЛИТЬЯ ПУЛЬ

Пятигнездная пулелейка для мушкетонов
Изготовитель: Россия. Последняя четверть XVIII в.
Материал: бронза
Размер: 37x5,9x3,4 см
Масса: 3,7 кг
Инв. №: 11066
Пулелейка предназначалась для отливки пуль массой 96 г (24 зол.) к мушкетонам флотских образцов 1709, 1773, 1788 и 1789 гг. калибра 28 мм. Разница в диаметрах пули и канала ствола (1-2 мм) компенсировалась путем заворачивания пули в просаленную обертку из бумаги или кожи.
Корпус пулелейки состоит из двух литых половинок, которые одной стороной шарнирно соединены между собой железной, расклепанной с обеих сторон, осью. Противоположные стороны завершаются рукоятками. Рабочие (внутренние) поверхности обеих половинок имеют по пять полусферических пулевых гнезд, диаметром от 26 до 27 мм. Каждое гнездо снабжено вертикальным отверстием (жерлом)длиной 5 мм и диаметром 7-8 мм, предназначенным для заливки через него расплавленного свинца. Для удобства заполнения гнезда жидким металлом все жерла верхней части соединены между собой V-образной канавкой (глубиной 4 мм).
Наружная поверхность левой половины формы имеет надпись: "ДЛЯ:ЛИТЬЯ:ПУЛЬ:МУШКАТ".
Центровка обеих половинок формы при сведении их вместе достигалась совмещением железного шипа диаметром 6 мм и длиной 13 мм в правой половине с глухим отверстием (диаметр 6,5 мм) в левой.

Спустя столетие по указанию императора Николая I в 1852 году был создан новый мушкетон без раструба с ударно-капсюльным замком. В отличие от своего предшественника этот мушкетон имел заряд ружейной картечи не 24, а 16 золотников (70,88 г). Для определения наилучших кучности боя и пробивной способности картечи было изготовлено из бронзы и чугуна на Адмиралтейских Ижорских заводах пять экспериментальных пулелеек, каждая из которых имела по пять гнезд под мушкетную картечь массой один, полтора, два, три и четыре золотника (4,43; 6,64; 8,86; 13,3; 17,72 г.). Диаметр гнезд формы (с учетом усадки свинца) превосходил калибр пуль на 1/10 линии (0,254 мм). Испытания показали, что оптимальным вариантом явился заряд в восемь картечин массой по два золотника (8,86 г). Пулелейки в чугунном исполнении не соответствовали требованиям флота из-за хрупкости материала и подверженности коррозии, что послужило причиной отказа от них.
Шестигнездная пулелейка для пистолетных пуль
Изготовитель: Россия. Последняя четверть XVIII в.
Материал: бронза
Размер: 25,5x5x2,2 см
Масса: 1,2 кг
Инв. №: 11068
Пулелейка предназначалась для отливки пуль массой 19 г (4,5 зол.) к пистолетам образцов 1763 и 1775 годов, калибра 17,3 мм; к гусарскому пионерному пистолетам образцов 1798 и 1799 гг. калибра 17 мм. Разница (1-2 мм) в диаметрах пули и канала ствола компенсировалась путем заворачивания пули в просаленную обертку из бумаги или кожи.
Корпус пулелейки состоит из двух литых половинок, шарнирно соединенных между собой железной, расклепанной с обеих сторон осью. Противоположные концы половинок завершаются рукоятями. На каждой рабочей части половинок формы расположено шесть полусферических гнезд (диаметр 15 мм) для литья свинцовых пуль. Входные отверстия жерл (диаметр 6-7 мм) соединены между собой V-образной канавкой глубиной 2,5 мм, что обеспечивает удобство заполнения форм расплавленным свинцом. На правой рукояти сверху нанесено клеймо Адмиралтейских Ижорских заводов в виде якоря. На левой половине формы снизу надпись:"4 1/2 ЗОЛОТНИКА К АФИЦЕРСКИМЪ" и на правой "ПИСТОЛЕТАМ".
В левой половине формы перед первым гнездом высверлено глухое отверстие диаметром 6 мм, в которое при сведении вместе обеих частей пулелейки входит железный шип длиной 13 мм, закрепленный в правой половине, что обеспечивает центровку и не допускает их перекоса при эксплуатации.

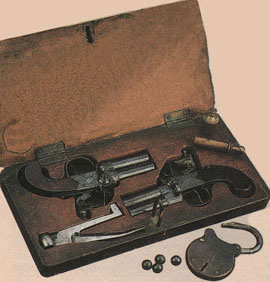
Одногнездная пулелейка для изготовления сферических пуль
Изготовитель: Бельгия, Льеж, фирма "Pixot & Fresart". Третья четверть XIX в.
Материал: сталь
Масса: 0,5 кг
Размер: 22x4x3,6 см
Пулелейка входит в комплект дуэльного гарнитура и предназначена для отливки сферических пуль массой 7,7 г к нарезным пистолетам калибра 11 мм.
Состоит из двух половинок с рукоятями, соединенных между собой (подобно ножницам) болтом и гайкой. Обе половинки, сведенные вместе, составляют куб со стороною 2,5 см. Соприкасающиеся (внутренние) поверхности обеих половинок имеют пулевые гнезда полусферической формы (диаметром 11,5 мм) с верхним каналом (жерлом), диаметр которого составляет 3,7 мм. На лицевой стороне левой половинки закреплен винтом поворотный стопорный рычаг-резак с воронкой и отверстием для заливки свинца в жерло. На верхней стороне правой половинки выточена стойка (высота 10 мм) с вырезом для стопорения рычага-резака, а на внутренней поверхности высверлено глухое отверстие диаметром 4,5 мм для центрирующего шипа (длина 4,6 мм, диаметр 3,5 мм).
Одногнездная форма для пуль типа "Винчестер" (из колл. А.П.Нечаева)

Изготовитель: США, Коннектикут, Нью-Хейвен, фирма Винчестер. Конец XIX в.
Размеры: 23,5x3,6x6,2 см
Материал: сталь, дерево
Предназначена для изготовления пуль массой 11 г к винтовкам, карабинам и револьверам 38-го калибра (9 мм).
Конструкция пулелейки аналогична рассмотренной ранее. Ее половинки подобно ножницам скреплены между собой осью, а рукояти завершаются деревянными обкладками. На правой половинке нанесена марка предприятия-изготовителя MANUFACTURED ВУ ТНЕ WINСНЕSТЕR RЕР. ARMS СО NEW HAVEN CONN U.S.A., а на шейке рукояти - 38 W.C.F. При сведении вместе обеих половинок образуется параллелепипед со сторонами 30x26x25 мм. Удержание половинок в сведенном положении достигается с помощью шпенька, входящего в вырез на резаке. Сопрягаемые поверхности половинок имеют по одному гнезду для пули с двумя желобками и со срезанной головной частью.
Заливка расплавленного свинца осуществлялась через раззенкованное отверстие резака, сцентрованное с жерлом пулевого гнезда.
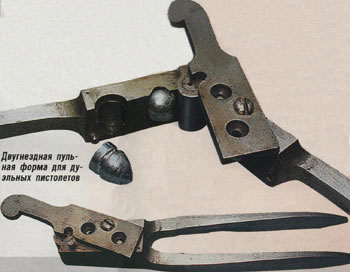
Двугнездная пульная форма для дуэльных пистолетов
Изготовитель: Англия. Лондон. Oxford street. Purdey. 1870-е гг.
Размеры: 21x3,4x2,5 см
Материал: сталь
Масса: 0,6 кг
Инв. №: 8325
Пулелейка входит в дуэльный гарнитур и предназначена для использования в гладкоствольных пистолетах калибра 13,2 мм. Состоит из двух стальных половинок, которые одной стороной шарнирно соединены между собой стальной осью. Противоположная сторона завершается удлиненными рукоятями. Соприкасающиеся (внутренние) поверхности половинок имеют два полугнезда для сферической (диаметр 13,2 мм, масса 8 г) и цилиндро-стрельчатой (диаметр 12,7 мм, масса 16 г) пуль. Полусферическое гнездо имеет жерло диаметром 3 мм, а цилиндро-стрельчатое сообщается с наружной поверхностью. На лицевой поверхности правой половинки закреплен с помощью винта стопорный рычаг-резак, имеющий вырез в боковой грани, куда входит шпенек (длина 3 мм, диаметр 3 мм) левой половинки, чем достигается фиксация обеих половинок в процессе работы. Этот рычаг-резак также имеет два раззенкованных отверстия, сообщающихся с пулевыми гнездами, которые используются как воронки при разливе жидкого свинца, а при его повороте - как резак литников. Для центровки рабочих частей в левой половинке имеется шип диаметром 3,2 мм, длиной 4 мм, а в правой - глухое отверстие диаметром 3,5 мм.
Пятигнездная форма для изготовления пуль "французской" системы

Изготовитель: Россия, 1855-1860 гг.
Материал: бронза, сталь, дерево
Размер: 45,5x13x11 см
Масса: 5,7 кг
Инв. №: 11042
Предназначалась для гладкоствольных ружей (с ударно-капсюльными замками) калибра 7,1 линии (18,03 мм) образцов: пехотных (1845 и 1852 гг.), казачьего (1846 г.), драгунского (1847 г.), кавалерийского (1849 г.) карабина. Кроме того, они могли использоваться для стрельбы из устаревших ружей с кремневыми замками. Корпус пульной формы (пулелейки) состоит из двух литых бронзовых частей (половинок), которые одной стороной шарнирно соединены между собой стальным болтом с гайкой. Противоположные концы половинок завершаются рукоятями с деревянными обкладками. На основание нижней рукояти надето кольцо накидного крюкообразного фиксатора. Верхняя половина формы на своей внутренней стороне имеет пять сфероцилиндрических пульных гнезд (глубина 18 мм, диаметр 17,5 мм), снабженных сквозными отверстиями (заливочные жерла) диаметром 4,3-4,5 мм, выходящими на лицевую сторону. На наружной стороне формы прикреплена двумя болтами стальная пластина (резак) с продольным желобом и раззенкованными в нем отверстиями, совпадающими с жерлами пулевых гнезд. В боковом приливе верхней половинки закреплен винтом стальной двуплечий рычаг, один конец которого завершается деревянной рукоятью, а другой с помощью болта и гайки скреплен с резаком. Поворотом рычага смещается резак и отсекает литник. На верхней поверхности нижней половинки формы закреплены в гнездах пять литейных стержней, верхняя часть которых соответствует конфигурации донной части пули. Стержни зафиксированы в своих гнездах стальными штифтами. Центровка половинок пулелейки при их сведении достигается наличием трех глухих отверстий (диаметр 7,5-8 мм) и трех входящих в них штифтов (длина 8 мм, диаметр 5,5 мм), размещенных на обеих соприкасающихся поверхностях пульной формы.
"Французская" пуля калибра 17,27 мм (6,8 лин.) к гладкоствольным ружьям 7,1-линейного калибра (18,03 мм) имела стандартный диаметр 6,77 линий (17,19 мм), с допуском по диаметру от 6,72 лин. до 6,82 лин., стандартную массу - 7 золотников (29,82 г).
"Французская" пуля цилиндро-сферической формы с воздушной полостью и сердечником в донной части, пришедшая на смену сферической, имела вдвое большую прицельную дальность стрельбы. Она стала последним образцом пуль к гладкоствольным ружьям калибра 7,1 линии. В дальнейшем при переходе к нарезному оружию ее сняли с вооружения.

Форма для пуль "французской" системы
Изготовитель: Россия, 1855-1860 гг.
Материал: сталь, железо, дерево, бронза
Размер: 55,5x15x14 см
Масса: 6,0 кг
Инв. №: 25414
Эта пулелейка имеет конструктивные элементы, аналогичные предыдущей и отличается от нее тем, что изготовлена из железа, не имеет деревянных рукоятей, а конструкция фиксатора упрощена.
Форма для литья пуль бельгийской системы
Изготовитель: Россия, 1855-1858 гг.
Размеры:
пульная форма 44x28,5x7,5 см
гребенка 17,5x4,8x24,5 см
Общ. габариты: 44x29x28,5 см
Масса:
общ. 11,8 кг
гребенка 1,4 кг
форма 10,4 кг
Инв. №: 11041
Пуля бельгийской системы предназначалась для стрельбы из пехотного и драгунского нарезных ружей образца 1854 года и кавалерийского штуцера образца 1855 г. с ударно-капсюльным замком. Допускалось ее использование и в переделочных ружьях калибра 7,1 лин. (18,03 мм). Она была цилиндро-стрельчатой формы (ка либр 17,52 мм, длина 31,5 мм, масса 49,05 г) и имела в донной части воздушную полость с сердечником.
В комплект пульной формы входит гребенка и пулелейка.
 |
Гребенка является основанием для крепления литейных стержней. Она состоит из фигурного железного бруска, к которому снизу прикреплено десятью винтами пять литейных стержней. Положение винтов фиксируется стопорной планкой. Стержни имеют трехступенчатую сегментную конфигурацию и центральное сквозное отверстие диаметром 6 мм (внизу) и на выходе (сверху) - 1,5 мм. В боковом приливе железного бруска закреплена рукоять.
Пулелейка состоит из двух литых бронзовых половинок сложной конфигурации, которые с одной стороны шарнирно соединены между собой железной осью. Противоположные концы каждой половинки снабжены железными рукоятями с деревянными обкладками. На ось рукояти левой половинки надета проушина Г-образного фиксатора с прижимным винтом и деревянной рукоятью. Соприкасающиеся поверхности обеих половинок имеют по пять пульных полугнезд (диаметр 17,4 мм, глубина 32 мм), верхние отверстия которых ("надгнездники" -длина 19 мм, диаметр 16,3 мм) выходят на лицевую сторону. Для центровки половинок формы служат два шипа ( длина12 мм, диаметр 7,5 мм) и два глухих отверстия (диаметр 7,7 мм), размещенных на внутренних сторонах и входящих друг в друга. Кроме того, отверстия нижней половинки имеют дополнительную расточку - желобок призматической формы, который используется как литник. Для придания донным частям пуль необходимой конфигурации в "надгнездники" вставляются головки литейных стержней гребенки, после чего конструкция зажимается фиксатором.

12-гнездная пульная форма (из колл. А.П.Нечаева)
Изготовитель: Австро-Венгрия, конец XIX в.
Материал: бронза
Размер: 6,5x14,5x3,3 см
Предназначена для отливки пуль калибра 11,2 мм массой 23 г для охотничьих штуцеров.
Состоит из трехэлементной формы и стяжного устройства. Трехэлементная форма включает в себя центральный и два боковых вкладыша, внутренние поверхности которых имеют по шесть полугнезд для остроконечных пуль. Кроме того, у среднего вкладыша по обеим его сторонам закреплено по два центрирующих шипа (диаметр 2,8 мм, длина 6 мм). Боковые вкладыши на внутренних поверхностях имеют по два сквозных отверстия диаметром по 3 мм для совместной центровки. На лицевую грань среднего вкладыша нанесен фирменный штамп "H.STEINBO...HOFLIEFERAN WIEN-BUDAPEST".
Стяжное устройство предназначено для скрепления трех вкладышей в единый блок с двенадцатью пулевыми гнездами. Оно состоит из двух пластин размером 130x15x6 мм. На одной из них, неподвижной, закреплено два стяжных винта диаметром 8 мм с навинченными барашками, а вторая, подвижная, своими отверстиями диаметром 5,5 мм надета на винты.
ОБОРУДОВАНИЕ И МАТЕРИАЛЫ ДЛЯ ЛИТЬЯ ПУЛЬ
Для литья пуль использовались следующие оборудование и материалы:
- Чугунный котел для плавки свинца с толщиной стенок 6-12 мм (в зависимости от количества загружаемого свинца).
- Кирпичный очаг с трубой и железным вытяжным колпаком для удаления гари и ядовитых паров свинца. В полевых условиях допускалось применение примитивного оборудования - железного тагана или котла, поставленного на кирпич или камни.
- Древесный уголь (сухой, грубо измельченный). Высыпался на поверхность расплавленного свинца слоем толщиной около 5 см, что предохраняло свинец от образования поверхностной пленки (окиси).
- Ковш (черпак) из листового железа с носиком, над которым плотно приклепан кусок листового железа, не допускающий попадания чере; носик изгарины и поверхностного слоя угля.
- Мел, которым перед литьем натирали внутреннюю поверхность плавильного котла и обе поверхности черпака для предохранения их от окисления.
- Свинец, рубленный кусками массой 7-9 кг.
- Большие и малые кусачки для отрезания литника (если пулелейка не имела обреза) и хвостовиков от сердечников бельгийских пуль.
- Кружало (калибровка) - железная пластина с двумя сквозными отверстиями для проверки максимально и минимально допустимы) диаметров изготовленных пуль. Пули, не проходящие через отверстие обозначенное литерой "Б", или проходящие через малое отверстие с литерой "М", браковались и подлежали переплавке.
Допустимыми диаметрами пуль были:
- для сферических: "Б" - 6,6 лин. (16,7 мм) и "М" - 6,5 лин. (16,5 мм);
- французского образца; - 6,82 лин. и 6,72 лин. (17,3 мм и 17,0 мм);
- бельгийских: - 6,95 лин. и 6,85 лин. (17,6 мм и 17,39 мм);
- для пуль Минье: - 6,85лин. и 6,8 лин. (17,39 мм и 17,27 мм) соответственно.

ТЕХНОЛОГИЯ ЛИТЬЯ ПУЛЬ
При подготовке к работе натирали мелом внутреннюю поверхность котла и обе поверхности черпака. Котел наполняли кусками свинца и разводили под ним огонь такой, чтобы дно и стенки котла раскалились докрасна. Обе половинки пульной формы сводились вместе и плотно зажимались руками или фиксаторами так, чтобы не было зазора между ними. При этом, если конфигурация пули была сложной, то применялась гребенка (или стержень), которую вставляли в жерла формы и зажимали фиксатором. В процессе плавки температура металла контролировалась по его цвету на глаз. Для этого в котле ковшом отгребался верхний слой угля. Если поверхность расплава была покрыта тонкой пленкой синеватого отлива то металл еще не достиг требуемой температуры. Заливка формы таким свинцом давала дефекты в виде неполного заполнения формы и слоистой поверхности. Темно-оранжевый или желтый цвет означал сильный перегрев, что способствовало активизации окисления. Кроме того, при перегреве свинец продолжал кипеть в форме, что приводило к созданию пустот и раковин внутри пуль. В этом случае свинец охлаждали добавлением новой порции холодного свинца. Оптимальным цветом являлся радужный, красновато-фиолетовый. Когда расплавленный свинец достигал требуемой температуры, приступали к литью.
В формах с обрезной пластиной (ножом) требовалось совмещать отверстия на пластине с пульными гнездами.
С поверхности котла отгребали уголь в сторону, ковшом черпали расплавленный металл и разливали его по пульным гнездам, до тех пор пока свинец полностью не заполнит форму.
В процессе литья необходимо было соблюдать следующие условия:
Не допускать попадания воды и снега на поверхность расплава, так как это вызывает разбрызгивание свинца. Заливка формы свинцом должна происходить плавно, без задержек, чтобы струя лилась равномерно. При слишком быстром литье воздух не успевал выходить из гнезд, что приводило к образованию раковин. При медленном литье свинец застывал слоями, а поверхность пули становилась неровной и ее браковали.
Пульная форма должна быть разогрета. Это достигалось несколькими пробными отливками. Если в процессе пробной плавки пули получались полного объема (полностью заполнившие форму), с блестящей поверхностью, без пленок, раковин и свищей, то они признавались качественными и отливка продолжалась.

По мере сгорания на поверхности свинца угля, его добавляли, а образовавшуюся изгарину (пленку окиси) снимали черпаком. С отлитыми пулями следовало обращаться бережно, не допускать их механических повреждений. При затвердевании свинца в гнездах, что было видно по литнику, приступали к извлечению пуль. В формах, где конструкцией предусмотрен резак, отсекался литник. Затем отпускался прижим, раскрывали и разводили в стороны обе половинки. При этом пули должны вываливаться из своих гнезд. Застрявшие в гнездах пули выталкивались деревянной палочкой через жерло или использовалось легкое постукивание пульной формы. Для извлечения бельгийских пуль и пуль Минье первоначально ослабляли прижим, раздвигали половинки формы, освобождали гребенку (стержень) от отлитых пуль, а затем раскрывали форму и вынимали из гнезд пули.
С пулелейкой обращались бережно, не допускали засорения ее гнезд свинцом и мелким мусором. Чистка пулелейки наждаком и толченым кирпичом категорически запрещалась. По окончании работы пулелейку тщательно протирали чистой ветошью, металлические детали смазывали тонким слоем деревянного масла, чем предотвращалось ржавление.
Гнезда в пулелейках всегда делались больше диаметра пуль на 0,1-0,3 мм в зависимости от калибра. Этим учитывалась усадка свинца.
 |
От редакции:
Наши охотники часто делают пулелейки сами или заказывают их у различных мастеров. Разнообразие таких приспособлений безгранично, их конструкции порою наводят на мысль о том, что нынешние самоделыцики используют опыт предыдущих поколений либо сами приходят к решениям, разработанным оружейниками и военными специалистами прошлых лет. Есть и определенная современная, отечественная специфика. Например, при плавке свинца вместо угля часто используется стеарин, который кладут в тигпь, чтобы свинец "не пригорал". Многим приходится разрабатывать новые сплавы для пуль: приспосабливаться к использованию "жесткого аккумуляторного" или "мягкого кабельного" свинца и иных сплавов, применяемых нашей промышленностью для других изделий. А что делается в этом направлении в других странах, где власти меньше вмешиваются во взаимоотношения производителей и потребителей? Несмотря на обилие снаряженных патронов на оружейном рынке, там пулелейки не забыли, а продолжают совершенствовать и выпускать, так как они не перестают пользоваться достаточно высоким и стабильным спросом. Причем иностранцы самостоятельно льют пули не только для гладкостволок и копий исторических ружей, но и для современных пистолетов, револьверов и других видов оружия, что позволяет им экономить деньги, и экспериментировать с различными боеприпасами. В результате таких экспериментов накапливается необходимый для оружейной промышленности опыт, а порою рождаются интересные решения и предложения. Собственно, так когда-то были рождены знаменитые пули Фостера, Бреннеке.
В большинстве стран промышленность и чиновники стремятся не осложнять, а облегчать жизнь и творчество своих граждан. Для самодельщиков выпускаются самые разнообразные пулелейки; специальные электрические тигли с автоматической регулировкой температуры, режима плавки и расхода свинца; тигли попроще и термометры для измерения температуры расплава; специальные сплавы для литья пуль и компоненты для их изготовления и многое другое.
М.В. Хабурзания
И.П. Суханов
Ружье 1-1998
- Статьи » Боеприпасы
- Mercenary151360
Комментарии
Добавлять комментарии могут только зарегистрированные пользователи