Искусная работа

Оружейное предприятие Макса Эрна выпускает продукцию, которая является полной противоположностью товарам массового производства, изготавливаемым на станках с программным управлением по стандартным размерам. Мастер считает, что оружие должно быть не только красивым и технически совершенным, но и единственным в своём роде, то есть полностью соответствовать требованиям клиента. Этой философии придерживаются ещё несколько предприятий, базирующихся в основном в Ферлахе.
С 1975 по 1979 год Макс Эрн обучался профессии оружейника в компании Эдуарда Кеттнера в Кёльне. Затем работал на фирме Франца Содиа в Ферлахе, пользовавшейся в те времена хорошей репутацией. Это сыграло решающую роль в его дальнейшей профессиональной деятельности: во-первых, он в деталях ознакомился со всеми этапами производства охотничьего оружия и наряду с этим мог ещё в качестве вольнослушателя посещать специальное учебное заведение, в котором обучали изготовлению табельного огнестрельного оружия; во-вторых, ему посчастливилось встретиться с девушкой, которая впоследствии стала его женой. Эвелин окончила специализированное гравёрное училище. Четыре года обучения у Джозефа Зингера, у мастера по мелкому делению в жаккардовой машине, а также у художника-оформителя позволили девушке овладеть различными методами отделки стали. За семь лет работы подмастерьем в команде именитых гравёров она в совершенстве освоила все виды гравировки охотничьего оружия и приобрела бесценный опыт.

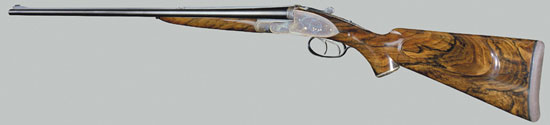
Макс и Эвелин стали профессионалами высокого класса и в 1986 году основали свой бизнес. Специализация их предприятия – выпуск изысканного охотничьего оружия ручной работы: нарезных ружей-двустволок, нарезных двустволок с вертикальными стволами, лёгких дробовых двустволок, ружей со складывающимися стволами и магазинных ружей.
Макс Эрн вырезает все заготовки и ударные механизмы из цельного стального блока. Он считает это очень важным: «Только собственноручное изготовление заготовок из лучших, проверенных материалов даёт мне уверенность, что при дальнейшей обработке не обнаружатся слабые места». Мастер сознательно не использует отлитые методом точного литья детали и прочие полуфабрикаты.
Вручную производятся и стволы для ружей со складывающимися стволами. Они умышленно только просверливаются, а их наружный контур фрезеруется из одного куска, что требует высоких затрат. Уже во время этого процесса Эрн делает всё для оптимальной виброустойчивости будущего ствола при его минимальной массе: в этих целях стволы меняют свой поперечный разрез с восьмиугольного на круглый, казённая часть детали интегрируется, то есть не припаивается, а фрезеруется из цельного куска материала.
Особое внимание Макс Эрн уделяет затвору со складывающимся стволом. Характерной особенностью тут является удлинение планки ствола назад. В выемку этого удлинения при запертом оружии снизу входит вертикальный болт. По мнению мастера, такой тип затвора как минимум равноценен затвору Керстена, однако позволяет значительно уменьшить габаритную высоту ружья. Кроме того, при таком типе затвора балансир может великолепно выгибаться, а отстрелянный патрон извлекается значительно легче.

Этот тип затвора был разработан Максом Эрном не ради забавы. Мастер знает: из-за давления на канал, которое возникает при пользовании современными ружейными патронами, так называемое «спружинивание» кронштейна балансира не такая уж редкость. Под этим оружейник подразумевает лёгкое смещение точки попадания вниз при выстреле и своего рода кратковременное лёгкое «растягивание» между патронником и каналом. Кстати, данный феномен был описан более 70 лет назад в специальной литературе. Это спружинивание особенно выражено при хорошо смазанном патроннике, потому что здесь сдвигающейся назад патронной гильзе приходится преодолевать незначительные силы трения скольжения. Последствием такого спружинивания становится смещение точки попадания вниз – не говоря уж об аспекте безопасности.
Нижняя сторона балансира закрыта. Это означает, что передний подствольный крюк не ломается из-за ствольной коробки. Другими словами: так как ствольная коробка не доходит до подствольного крюка, он также не ослабевает в месте сочленения, а следовательно, оказывается прочнее и может лучше противостоять нагрузкам, создаваемым при открывании стволов. Недаром закрытая коробка считается среди знатоков одним из важнейших отличительных знаков качества, на который они обращают внимание в первую очередь. Только после этого они смотрят на двойное винтовое соединение коробки, короткий шкив или подтянутое вперёд дерево.
Чтобы оптимально отбалансировать ружьё со складывающимся стволом, Макс Эрн отказывается от замка обычной конструкции типа Holland & Holland с расположенными сзади пружинами. Этот замок делается слишком высоким и чересчур длинным. С таким замковым механизмом ружьё было бы очень большим и угловатым. Подобный тип конструкции легко может привести к «кормовой» перегрузке ружья. А именно это для оружия с небольшой длиной ствола является совершенно неприемлемым при стрельбе без упора.

Макс Эрн сконструировал абсолютно новый ударный механизм специально для тонких ружей. Он назвал его роликовым замком с боевым эксцентриком. С помощью этой конструкции он смог уменьшить габаритную высоту оружия до 32 мм. Возникающие силы могут оптимально рассредоточиваться через ролик и боевой эксцентрик, так что давление на боевой взвод находится в идеальном диапазоне. Ударник набирает максимум кинетической энергии в момент попадания по бойку, обеспечивая надёжное воспламенение, что оправдывает себя на практике.
Ещё одной особенностью этой конструкции является тормозной шток. Он имеет такую же точку поворота, как и у спусковой тяги, но работает совершенно независимо и одновременно подвешен нейтрально в гравитационном отношении. Это означает, что при возникновении импульса центробежной силы спусковая тяга не может освободиться от фиксатора – всё равно, в каком направлении пришёл импульс. Чтобы сэкономить место, Эрн установил эту конструкцию над боевой пружиной.
Макс Эрн особенно гордится своей конструкцией замкового механизма: «По размеру и внешнему виду замок напоминает изящные механические часы и при этом обходится таким же количеством деталей, как и любой другой замок».
Такие конструкции не придумываются за одну ночь. Понадобились годы поисков для того, чтобы мастер нашёл оптимальное решение и его удовлетворили линия и техника замка. «Только на чертежи конструкции было потрачено 105 часов», – вспоминает оружейник-новатор.
Макс Эрн калибрует и нарезает ствол только на готовом ружье. Такой подход полностью исключает нанесение ущерба изделию такими операциями, как высокотемпературная пайка и пайка мягким припоем. Оружейники знают, что при высокотемпературной пайке стволы могут не только покрываться окалиной, но и слегка деформироваться. Из-за различного по скорости охлаждения, что обусловливается неравномерной толщиной материала, даже укрепление антабки может привести к овальной нарезке канала ствола. Такие допуски измеримы и могут отрицательно повлиять на эффективность стрельбы. Если же ствол нарезать только после припаивания антабки, то нарезка канала ствола будет абсолютно точной.
 |
Только нарезка готового ствола может дать максимальную точность ружейному стволу. Макс Эрн уверен в том, что с его решением следовало бы сопоставить все другие способы.
Разумеется, в основном это касается тех случаев, когда речь идёт о лёгких ружьях с тонкостенными стволами. Много лет назад мастер приобрёл собственный станок для нарезки стволов и собственноручно выполняет эту деликатную операцию. «Мы сами нарезаем наши пулевые стволы точно по размеру в самых минимальных допусках. Это не только делает нас независимыми, но и даёт великолепную возможность изготавливать редкие калибры и использовать особую длину, оптимально подходящую для заказного оружия», – говорит Макс Эрн.

На предприятии Эрна само собой разумеющимся является то, что оружие оснащается ложами собственного производства. Сочетание форм, размеров, баланса оружия и массы должно быть оптимальным. И работы, связанные с ложами, никоим образом не могут задерживать производственный процесс или увеличивать сроки ожидания заказа.
Эрн определяет оптимальный размер ложи на основе габаритов заказчика, возраста и привычек в отношении изготовки к стрельбе. После окончательного контроля на шарнирном ружье мастер делает ложу по точно определённым данным.
При этом уже в процессе изготовления ложи возникает своего рода связь клиента со «своим» оружием: он выбирает дерево по своему вкусу и затрачивает время на определение оптимальных параметров. «Это рождает доверие к ружью еще до того, как из него будет произведён первый выстрел», – убеждён Макс Эрн.
Только на доводку ложи требуется шесть недель – поверхность снова и снова шлифуется и полируется смешанными маслами. Клиент получает ложу с твёрдой, отполированной до зеркального блеска и водонепроницаемой поверхностью, которая позволяет по достоинству оценить природную красоту выбранного дерева.
Масла для полировки изготавливаются на основе льняного масла и смешиваются с отвердителями. Такая смесь является одним из старейших средств для консервации деревянных поверхностей. Она проникает глубоко в поры, подчёркивает текстуру древесины и улучшает полировку. При высыхании масло превращается в относительно твёрдое покрытие, обеспечивающее хорошую защиту от износа и загрязнений. Тем не менее поры древесины остаются открытыми, дерево дышит и сохраняет свои природные свойства.
Гравировка – это нечто большее, чем просто украшение, изготовленное по индивидуальному заказу. Это важная составляющая имиджа предприятия Эрна. Поэтому Макс и Эвелин тратят много времени на то, чтобы в разговоре с клиентом понять его желания и максимально точно их воплотить. Ружья Эрна украшают самые разнообразные гравюры – это может быть и нежный букет роз на окрашенном в разные цвета золоте, и строгий английский орнамент, придающий ружью «королевскую ауру», и животные, застывшие в естественных позах.
Следующая за гравировкой закалка готовых, но ещё мягких деталей ружья составляет основу последующих этапов производства. У Эрна есть собственный закалочный цех, что свидетельствует о том, какое большое значение он придаёт этому процессу. Ведь закалка является основой долговечности ружья. Только правильно закалённое оружие может безотказно служить десятилетиями, при этом не изнашиваясь и не поддаваясь коррозии; только такие изделия функционируют даже тогда, когда внутрь попадает грязь.
Макс Эрн предлагает заказчикам закалку с одновременным окрашиванием поверхности (цветную калку). И она достаточно часто оказывается востребованной, потому что придаёт оружию особый шарм. Гравюры, переливающиеся голубым, красным и жёлтым цветами, радуют глаз и повышают настроение. Заказчики платят за это хорошие деньги.
Оружие Эрна делается на его собственном предприятии от А до Я – то есть от заготовок до заключительного этапа. Это даёт возможность мастеру постоянно менять этапы изготовления и добиваться максимально высокого качества продукции. Ещё до создания готового «набело» ружья со складывающимся стволом проходит примерно 530 часов, на протяжении которых постоянно осуществляется контроль качества. Неудивительно, что оружие от Эрна не только обладает особым обаянием, но и является техническим шедевром.
Вальтер Шульц
Перевод Виктории Алексиевой
Сафари-Украина
- Статьи » Оружейники
- Mercenary57050
Комментарии
Добавлять комментарии могут только зарегистрированные пользователи