Король умер, да здравствует король!: Высокоточные винтовки
«Вы чего, поубивать сегодня друг друга решили? – тетенька из бюро пропусков быстро выписывает пропуск. – Выходишь из проходной и сразу налево, сегодня все туда идут». Совет оказался настолько же бесполезным, насколько и вопрос бессмысленным – сразу после проходной взгляд упирался в прозрачную перегородку, за которой на стене висели винтовки. Надписи «ГК "Промтехнологии”, ORSIS, высокоточные оружейные системы» подтверждали, что я попал по адресу.
 |
ORSIS SE T-5000 была представлена публике на Международной выставке вооружений (REA-2011) в Нижнем Тагиле. Впервые в России удалось разработать и запустить в серийное производство высокоточную снайперскую винтовку. |
Генеральный директор компании, а также президент Национальной федерации высокоточной стрельбы Алексей Сорокин, известный в среде стрелков по нику «Хабаровск», сразу же объяснил, что ORSIS – первое в России частное производство высокоточного стрелкового оружия. «А как же "Царь-пушка” Влада Лобаева?» – спрашиваю я про героя наших публикаций трехлетней давности. Алексею упоминание обывшем конкуренте удовольствия не доставляет: «Ну какое у него было производство? Так, небольшая мастерская». Зря он так, думаю я, но масштабы действительно несопоставимые. «Промтехнологии»– это новый, с иголочки, заводской корпус в сотне метров от Третьего транспортного кольца, с современным магазином, уютной переговоркой с камином, собственным тиром и, главное, парой этажей, нафаршированных самой современной металлообрабатывающей техникой. Мы толкаем в магазине незаметную дверь и сразу попадаем в святая святых оружейного производства – ствольный цех.
Главное – ствол
Как говорил Влад Лобаев, первый в стране изготовитель прецизионных винтовок, в высокоточной стрельбе два основных компонента – пуля и ствол. Все остальное в винтовке не должно ухудшать их качеств. Высококлассных патронов у нас в стране пока не делают, а вот стволы...
Существуют три основные технологии, по которым делают нарезные стволы: дорнование, строгание и ротационная ковка. Но для высокоточных стволов подходят только первые две.
Ротационная ковка – это, например, стволы фирмы Mannlicher (винтовками которой, кстати, вооружены некоторые российские части). Берется короткая и толстая (на 30% больше конечного диаметра) высверленная заготовка. В ствол вводится матрица, которая и обковывается молотами по кругу. Заготовка двигается по мере формирования канала ствола и одновременно удлиняется. Поскольку молоты имеют огромную мощность, возникающие внутренние напряжения убрать невозможно.
При дорновании нарезные стволы изготавливают с помощью специального инструмента – дорна, протягиваемого под давлением через канал. Об этом мы подробно писали в «ПМ» №9’2009. Именно по этой технологии делала стволы ныне исчезнувшая «Царь-пушка» Влада Лобаева. Главный минус такой технологии – неизбежные внутренние напряжения, которые нужно снимать. На словах все просто: нагревание до определенной температуры, а затем охлаждение, на деле – очень сложная операция, не дающая гарантированного результата. Дорнированные стволы могут стрелять на уровне мировых рекордов, а могут показывать весьма посредственные результаты. К тому же термическая обработка снижает твердость металла. Например, дорнированные стволы имеют твердость 22–26 единиц по шкале Роквелла, строганые – 30 иболее.
Технология чемпионов

Для спускового механизма важно, чтобы конструкция была,
с одной стороны, легкой, с другой – надежной, ведь он состоит
из множества мелких деталей, на которые приходятся
значительные нагрузки и давление боевой пружины.
Высший пилотаж – однопроходное нарезание резцом, строгание шпалером. Процесс столь сложен и трудоемок, что до недавних пор никто в Европе таких стволов не делал (кроме разве что Бордера Баррелса из Шотландии, однако он использует оборудование другого класса – станки 1930-х годов постройки). Нарезание производится специальным резцом-шпалером, который фиксируется в одном нарезе и делает много проходов, снимая за раз по 0,002 дюйма (около 5 микрон). Затем переходят к следующему нарезу. На шесть нарезов требуется около 480 проходов! Если дорнование занимает десять секунд, то строгание– примерно час.
Огромный плюс этого способа заключается в том, что он не вызывает никаких напряжений в стволе, минус– фантастические требования к квалификации персонала, особенно к заточнику шпалера. Порой резец приходится перезатачивать в процессе изготовления одного ствола, а людей, способных сохранить идентичную заточку, очень мало. Такие мастера в мире наперечет. В СССР строгальный станок был в Туле, в ЦКИБе, но лет десять назад умер последний дед-заточник и технология встала, повторить никто не может.
Но несмотря на все сложности, именно строгание шпалером считается технологией чемпионов – большинство мировых рекордов в стрелковом спорте было установлено при помощи винтовок со стволами, изготовленными именно этим способом. Так вот, в ГК «Промтехнологии» стволы строгают!
Снять стружку
«Наш модельный ряд теоретически огромен, – взгляд Алексея задерживается на стеллажах с разнообразными стволами. – Мы делаем 12основных калибров, на каждый из них может быть наложено 10 различных внешних контуров, плюс 4–5 комбинаций числа и шага нарезов, 3–6 различных типов патронников. Все это может быть уложено в различные виды ствольных коробок и лож. Затворная группа – модифицированный Remington 700. Вертикальное запирание, поворот боевых упоров на 90 градусов– на сегодняшний день это самая точная затворная группа». «Хабаровску» верить можно– норматив мастера спорта СССР по стрельбе он выполнил еще 1989 году, ктому же может подменить на своем производстве любого. А производство посложнее пресловутых швейцарских часов. Часовые механизмы в Европе делают несколько фабрик, а такие стволы – только лишь этот завод.
Для изготовления затворных групп используются
высокопрочные легированные нержавеющие стали.
После каждой операции проводится полный
метрологический контроль – нет ли
отклонений от эталонных значений
Мы быстро идем вдоль всей линии производства. Вот первый этап – сверление стволов. Четырехшпиндельный станок делает до 12 стволов в час. Затем на токарном станке вытачивают контур ствола – то, что мы видим снаружи.
Следующая операция – развертка, формирующая окончательный диаметр ствола. Производится она на точном токарном станке инструментом, который так и называется – развертка. Можно сказать, что это прецизионное досверливание ствола.
Далее следует хонингование, грубая полировка. Под каждый ствол делается хон – свинцовый притир, который протягивается через канал. Развертка одного канала занимает примерно десять минут. Всё,осталось лишь сделать нарезы на строгальном станке – важнейшем центре всего производства.
Помедитировав у строгального станка, идем дальше. Вот участок, где происходит финишная полировка свинцом, вот на токарном станке обрабатывают срез ствола, а вот тут производится разворачивание патронника.
И наконец предмет поклонения любого стрелка, высокоточный ствол, готов. Если продолжить прогулку по заводу, можно увидеть и все остальные фазы рождения супервинтовки: шестикоординатный итальянский станок, вытачивающий ложи; камеру окраски; цех изготовления затворных групп; финишную сборку и многое другое. Но самое главное мы уже видели.
За час с небольшим оценить такие винтовки невозможно, да я и не смогу – полностью раскрыть потенциал винтовок с такой кучностью в нашей стране могут лишь самые авторитетные специалисты в области снайперской стрельбы. Один из них– бывший сотрудник ЦСН, полковник Дмитрий Семизоров. «Прежде чем взять в руки винтовку Сорокина, я 17 лет стрелял из винтовок Accuracy International,– говорит по-военному четко Дмитрий.– Я ехал на стрельбище с нескрываемым скепсисом. Стрелял на 500 м, посмотрел в прицел– пробоин мало. Подошел и удивился, как кучно легли пули. Я сделал еще несколько серий, и все пули легли в пределе одной трети угловой минуты. Тому есть свидетели, я был на полигоне не один». Сам «Хабаровск» добавляет, что собственные мишени отстрелов они не публикуют, «все равно не поверят, скажут, гвоздем наковыряли». Он настолько уверен в качестве своей продукции, что полагается на мишени клиентов, число которых перевалило уже за сотню, а к Новому году, надеется, приблизится в пятистам. У Сорокина есть клиент даже из США, Анди Шифлефт, член сборной Америки по бенчресту заказал себе в России несколько стволов в калибре 6PPC.
Планы у ORSIS гигантские. Помимо выпуска винтовок компания собирается поэтапно решать и проблему качества боеприпасов. Поначалу это только промышленная сборка из импортных компонентов, а далее– локализация производства гильз и пуль. «Единственное, что мы не готовы производить в России, – качественные пороха, поэтому они будут импортными»,– говорит Сорокин. Люди, знакомые с ситуацией, утверждают, что помимо патронного завода, компания подумывает о строительстве в провинции завода по выпуску бюджетных винтовок. Армия и спецподразделения тоже думают о винтовках ORSIS в своих арсеналах. Ну а журнал «Популярная механика» надеется провести большой сравнительный тест винтовок Сорокина с западными снайперскими конкурентами.
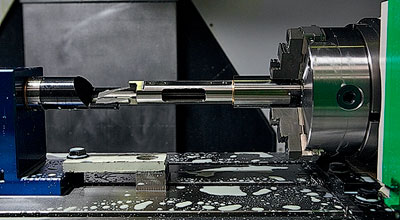
480 проходов на ствол

На заводе «ГК "Промтехнологии”» установлены уникальные строгальные станки.
Строгальный станок – центр всего производства и его бутылочное горлышко. Он неспешно гоняет шпалерные резцы в паре стволов. На один нарез – около 80 проходов. 480 проходов на ствол. На станке каждый ствол проводит 2,5–3 часа. Со стороны ничего необычного. Как, впрочем и на всем производстве. Хотя в этом деле есть тысячи нюансов. Бывает, для того, чтобы ствол «застрелял», нужно всего на градус поменять заточку резца. Или слегка изменить состав шлифовальной пасты. «Шпалерного строгания на станках с ЧПУ в Европе нет ни у кого, а в США только водной компании,– с гордостью говорит Алексей Сорокин.– Наши станки созданы на основе швейцарских инемецких компонентов».
ORSIS T-5000
Винтовки ORSIS T-5000 способны гарантированно поражать цели в любое время дня и ночи, в любых погодных условиях, без предварительной пристрелки и технической подготовки на дистанциях до 1,5 км.
 |
Такие характеристики необходимы, потому что T-5000 предназначена для антитеррористических и специальных подразделений силовых ведомств России (но ей уже заинтересовались и зарубежные заказчики).
Винтовка выпускается в двух калибрах: 308 Winchester (7,62x51 мм) для стрельбы на коротких и средних дистанциях и 338 Lapua Magnum (8,6x70 мм) для стрельбы на средних и дальних.
Стволы

Чем точнее геометрия ствола, тем точнее стреляет винтовка, на которой он установлен. Ствол – самый сложный в изготовлении компонент высокоточного нарезного оружия.
Стволы винтовок ORSIS делаются только из высококачественных сплавов: нержавеющей хромированной стали марки 416R и хромомолибденовой стали марки 4140.
Оборудование ствольного цеха позволяет изготавливать стволы калибром от 5,6 до 20 мм с длиной ствола до 1050 мм и любым шагом нарезов (включая переменный), их количеством (в том числе нечетным) и профилем, соотношением ширины полей и нарезов.
Ключевой этап при производстве высокоточных стволов – изготовление нарезов. Самый совершенный из всех существующих на сегодняшний день способов, «технология чемпионов» – однопроходное нарезание резцом (строгание шпалером).
Александр Грек
Популярная Механика 12-2011
- Статьи » Мастерская
- Mercenary70171
Комментарии
Добавлять комментарии могут только зарегистрированные пользователи